Сварка алюминия электродом
+7 (961) 67-00-152
Сегодня алюминий является весьма актуальным металлом. На нем построено автомобилестроение, из него изготавливают лодки, самолеты, да и в своей собственной квартире вы найдете множество алюминиевых элементов. Поэтому и сварка алюминия электродом – актуальная тема для обсуждения.

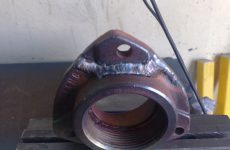
Если на детали появился свищ или трещина, мастера рекомендуют заварить их профессиональным инвертором, использующим аргоновую среду. Если такая возможность у вас отсутствует, можно воспользоваться стандартным оборудованием, но есть свои особенности.
В чем сложность?
Электрическая дуга позволяет сваривать множество металлов, но с алюминием будет непросто, у этого материала есть свои особенности. В первую очередь стоит учитывать, что алюминий способен накапливать влагу. В процессе эксплуатации это незаметно, но как только вы приступите к сварке, сразу увидите. Влага испаряется, и шов получается некачественным. Чтобы избежать неприятностей, предварительно материал нужно прогреть.
+7 (961) 67-00-152
Все алюминиевые изделия покрыты незаметной тонкой пленкой из оксидов. Эта особенность положительно сказывается на устойчивости металла к кислотной среде, но на качестве сварки сказывается явно не лучшим образом. Вся сложность состоит в том, что алюминий плавится при температуре около 500 градусов, а его оксиду требуется в 4 раза большая температура. Поэтому перед сваркой нужно тщательно зачистить место, необходимо получить доступ к не окисленному металлу.

Будьте внимательны к маркировке металла. Не все виды пригодны для сварки. Все дело в примесях марганца и силумина. Популярный дюралюминий относится к материалам, которые крайне трудно сварить.
Сварка алюминия электродом шаг за шагом
Чтобы у вас все получилось, следуйте нашей пошаговой инструкции:
- разделите шов. При толщине в 5 мм нужна разделка кромок. Если толщина листа не менее 7 мм и заделать нужно трещину, рекомендуется сделать разрез болгаркой, чтобы шов был прочнее;
- прогрейте деталь до 150-160 градусов. Контроль температуры осуществляется посредством специального термометра. Как только материал станет визуально сухим, можно оканчивать прогрев;
- сразу приступайте к зачистке оксидной пленки на материале. Сделать это можно с помощью простой металлической щетки. Оксид тугоплавкий, но не слишком прочный;
- установите прихватки, зафиксируйте деталь. Первый шов заполняет зазор. Варить нужно под углом в 90 градусов, новичкам будет неудобно, лучше предварительно потренироваться. Отбейте шлак острым молотком. Проводите послойное сваривание до конца;
- заполните швами всю толщину детали и немного добавьте сверху.

Использовать для работы можно стандартный инверторный аппарат. На изделие крепится «минус». Рекомендуем применять электрод UTP-48, он оптимален для вашей задачи. Можно обратиться к профессиональному сварщику. Для этого позвоните по указанному номеру телефону и оформите заказ.
+7 (961) 67-00-152