Сварка титана аргоном
+7 (961) 67-00-152
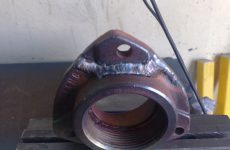
Сварка титана аргоном – достаточно сложный в техническом плане процесс. Необходимо учесть множество нюансов, чтобы все получилось. В первую очередь, важно знать, что титан необходимо защитить от воздействия воздуха.
Вся поверхность материала, которая нагревается до 400 градусов и выше должна быть защищена. В противном случае титан станет хрупким. Для этой цели при сварке используется тяжелый газ – аргон. Рассмотрим другие особенности работы.

Подготавливаем материал
Сварка титана аргоном начинается с подготовки детали. Нужно обработать кромки соединяемых частей и присадочную проволоку. Поверхность зачищается от окиси с помощью наждачной бумаги или специальных химических средств. Обезжиривание осуществляется спиртом, ацетоном и иными химикатами.
+7 (961) 67-00-152
Титан сваривается с использованием присадочного материала. Нужно подбирать нужную проволоку, сходную по составу с исходным материалом. Они различаются по балансу в составе ванадия, кислорода, палладия и алюминия.
Тонкости технологии
В процессе сварки нужно учитывать несколько нюансов:
- аргонодуговая сварка титана выполняется исключительно на постоянном токе. Допускается применение вольфрамовых электродов;
- электрод ни в коем случае не должен соприкасаться с поверхностью детали, нужно удерживать его на минимальном расстоянии. Касание для розжига дуги тоже недопустимо;

- рекомендуется применять стальные подкладки под материал, с предварительно вырезанными в нем отверстиями для доступа газа к обратной стороне шва;
- чтобы соединить труды, их нужно зафиксировать специальными приспособлениями – фартуками;
- соединение без присадочной проволоки допустимо в тех случаях, когда соединение осуществляется внахлест или встык при толщине свариваемых деталей не более 3 мм. Однако в этом случае придется увеличить количество аргона и использовать горелку большего размера;
- колебания дуги недопустимы, нужно вести ее ровно по шву, если низкое качество не нужно;
- в обязательном порядке используется короткая дуга;
- лучше всего подавать присадочную проволоку постепенно без резких движений на всю длину шва. Так можно добиться максимального качества соединения;
- подачу газа после окончания сварки нужно продлевать, пока металл не остынет до достаточной температуры. На это уходит примерно минута.
Прежде всего, помните о мерах безопасности. Вы будете работать с мощным током и повышенными температурами. Также не забудьте защитить себя специализированной одеждой и выставить правильные настройки аппарата. Сварка титана аргоном – действительно сложный процесс, требующий от мастера большого запаса знаний и опыта.

Также используется сложное оборудование, требующее тонкой настройки. Вероятность испортить деталь высока. Если вы не уверены в своих силах и знаниях, рекомендуем обратиться к специалисту, который выполнит сварочные работы быстро и качественно.
+7 (961) 67-00-152